深度 I 氢能储运关键技术研究进展及发展趋势探讨
氢能具有清洁无碳、绿色高效、可再生、应用场景丰富等特点,积极有序发展氢能是推动中国能源转型升级的重要方向和实现双碳战略目标的重要途径。欧美日等国家很早就开始布局氢能产业,中国在“十四·五”期间也密集颁布了多项氢能产业政策,尤其是科技部“十四·五”国家重点研发计划将“氢能技术”列为重点专项。在政策和市场的双重驱动下,中国氢能产业迎来了发展的窗口期,很多中央能源企业和民营企业进军氢能产业并积极布局,初步取得了一批技术研发和示范应用成果,目前中国氢能产业已初具规模。预计到2050年,氢能将在中国交通运输、储能、工业、建筑等领域广泛应用,在终端能源体系中占比达到10%,氢能产业的产值有望超过1013元
。氢能储运连接上游制氢和下游用氢,是氢能产业链中不可或缺的关键环节。根据目前的技术水平测算,氢能储运成本约占最终用氢成本的30%以上,成为制约氢能产业发展的瓶颈之一。加快推动安全、经济、高效的氢能储运技术研发和示范,对氢能产业的发展至关重要。目前,氢能储存按氢的形态划分主要有气态储存、液态储存(液氢、有机液体氢化物)、固态储存3种主流方式。在此,分别从技术原理及特点、应用现状及关键设备、风险管理及规范标准、瓶颈问题及发展方向等方面对上述常见氢能储存技术的研究进展进行了论述,分析了目前氢能输送技术面临的主要问题,并展望了未来氢能储运技术的发展。
氢能储存技术
高压气态储氢技术
高压气态储氢是借助增压设备压缩常温范围的气态氢,提高氢分子的聚集密度和压力,大幅减小储氢体积、增大单位体积储氢量的一种储氢技术。高压气态储氢主要有高压常温气态储氢、高压低温气态储氢两种技术,具有储氢设备结构简单、氢气压缩能耗较低、充放氢速度快、温度适应范围宽等特点。高压常温气态储氢是目前发展最成熟、最常用的储氢技术,也是现阶段中国重点发展的储氢方式,在较长时间内将占据氢能储存的主导地位。
储氢设备
高压气态储氢设备分为固定式和移动式两种高压储氢容器。制氢厂、加氢站内的固定式高压储氢容器主要有高压无缝氢气钢瓶、全多层高压储氢容器及纤维全缠绕高压储氢容器。美国FIBATechnologiesInc、日本制钢所等成功研制了80MPa级高压无缝氢气钢瓶。中国石家庄的安瑞科气体机械有限公司研制了45MPa高压无缝氢气钢瓶,目前正在研制87.5MPa钢内胆碳纤维全缠绕氢气钢瓶。浙江大学研制了钢带缠绕式大容积全多层钢制高压储氢容器,最高设计压力为98MPa,在一定程度上解决了大容量高压经济储存等关键问题。
移动式高压储氢容器分为长管拖车运氢用大气瓶和燃料电池交通工具用中小气瓶,前者压力一般为20~30MPa,后者公称压力等级主要有35MPa和70MPa,还有公称压力15MPa、容积不大于40L的小氢气瓶,常用于灵活提供氢源。中国已有较成熟的长管拖车、管束式集装箱的设计制造及使用经验,单车运氢量不超过500kg。美国HexagonLincoln公司研制的纤维全缠绕高压氢气瓶公称压力为25~54MPa,单车运氢量可达720~1350kg。近年来,金属气瓶研究主要集中在金属无缝加工、气瓶失效机制等领域。Ⅲ、Ⅳ型氢燃料电池汽车车载高压储氢瓶是移动式高压储氢容器的研究热点。目前国外的Ⅳ型瓶在汽车领域已经成功商用,中国35MPa铝内胆碳纤维缠绕Ⅲ型瓶现已成熟并实现商用,但受限于碳纤维的材料性能和缠绕加工等技术,目前Ⅳ型瓶还未完全实现商业化。中国已有多家公司布局Ⅳ型瓶研发,例如中材科技、天海工业等。
风险管理及标准规范
为加强高压储氢装备的风险管理,需开展相关定期检测和评价方法研究。胡华为等将高压储氢容器安全问题分为设计、配件、设备、人工4个问题,解决这些问题需加快建立氢安全检验检测体系,形成氢安全基础理论。此外,还应针对脆性断裂、疲劳、局部过度应变等高压储氢装备的典型失效模式,开展可操作性强的定期检测和评价方法研究。为了防范高压储氢装备事故风险,需开展氢泄漏、燃烧、爆炸、喷射火等相关事故演化规律、预防技术及应急处置技术等方面的研究。
在设计、制造、检验、试验的标准规范方面,国外已有较完善的标准体系可供参考,例如美国储氢容器设计时依照ASMEBPVCⅧ-2021《锅炉及压力容器规范》,选材时依照ASMEⅡ-A-2021《铁基材料》和ASMEⅡ-D-2019《材料性能》。国际上采用ISO11114-1-2020《气瓶和阀门材料与气体的兼容性》对储氢容器进行选材,采用ISO11120-2015《150~3000L无缝钢质气瓶设计、制造和试验》对储氢容器进行设计。目前,中国的无缝管式容器企业在参考上述设计标准进行疲劳设计时面临两个问题:一是未考虑氢气环境下,容器疲劳寿命是否会发生改变;二是部分新型材料尚未加入标准中,在氢气影响的情况下设计标准的适用性未知。此外,中国目前缺乏第三方氢安全检测中心,检测能力滞后于氢能产业发展的需要,与欧美日等国际先进水平存在差距。国内应在建立检测标准体系的基础上建设第三方氢安全检测中心,定期对高压储氢容器安全性进行评估,避免安全事故发生。
瓶颈问题及发展方向
高压气态储氢技术的发展主要取决于压力容器的技术水平与生产工艺,需从基础研究、检验检测、技术创新等方面开展全链条研究。在基础研究方面,需研发在高压临氢环境中使用的抗氢脆新材料和低溶氢、高稳定性传感材料,并重视高压储氢设备的压力表、安全阀、截止阀等安全附件的研发。在检验检测方面,高压储氢设备的测试条件苛刻,相应测试设备的研发难度较大。美日等国家已建立高压氢系统安全性能检测基地,如日本的HyTReC氢能测试和研究中心。中国的浙江大学研制了140MPa高压氢环境材料耐久性试验装置和90MPa高压氢环境零部件耐久性试验装置,为研究高压氢脆机理、研发低成本抗氢脆材料、优化抗高压氢脆制造工艺、构建材料抗高压氢脆性能数据库提供了测试装备。在技术创新方面,可进一步发展高压低温气态储氢技术。该技术最早由Aceves等提出,将氢气降温至41K并加压至35MPa时,其体积密度为81kg/m3,是70MPa、288K压缩氢气密度的2倍,比低温液态储氢的体积密度高约10kg/m3,具有更大的灵活性和经济性。
低温液态储氢技术
低温液态储氢是一种将氢气液化后储存在低温绝热容器中的技术。液氢具有高储氢密度,在大气压下可达70.9kg/m3,是标况氢气密度的856倍,对于大规模、远距离氢能储运具有显著优势。但氢气液化能耗较高且长期存放容易蒸发损失,因此需要绝热性能良好的储存容器。目前低温液态储氢技术在航空航天领域应用较成熟,美国NASA、俄罗斯JSC、日本JAXA等在该领域取得显著成绩。在民用方面,低温液态储氢技术主要应用于液氢储氢型加氢站和氢液化工厂,中国在液氢民用领域仍处于起步阶段。
储氢容器
低温液态储氢容器对绝热性能有较高要求,目前制约其大规模发展的瓶颈主要是低温材料和低温绝热技术。在低温材料技术方面,液氢储存容器通常采用不锈钢、镍基合金、铝合金及玻璃纤维强化塑料等材料,这些材料能在液氢低温环境下保持良好性能。最新发布的T/CATSI05006—2021《固定式真空绝热液氢压力容器专项技术要求》推荐使用液氢容器专用奥氏体型不锈钢S31608-LH,并要求对材料的化学成分进行实测,以确保材料的适用性,其中液氢容器的承压元件材料需满足奥氏体稳定性系数不小于0,且其低温马氏体自发转变温度应满足使用工况要求。尽管T/CATSI05006—2021推荐的S31608-LH能满足液氢容器的性能要求,但其成本较高。目前在役液氢储罐主要采用常规奥氏体型不锈钢作为内容器材料,如中国“50工程”氢氧发动机试车配套的100m3液氢储罐内胆采用了304不锈钢,海南大运载发射场的300m3液氢运输槽车内胆采用了321不锈钢,上述液氢储罐自投入使用以来均保持长期安全稳定运行。从降低成本角度,常规奥氏体型不锈钢是否可以被列入标准中作为推荐使用的液氢容器材料值得进一步研究和评估。
在低温绝热技术方面,应从导热、对流、辐射3个方面提高液氢储存容器的保冷效果。热传导主要发生在与液氢容器连接的管道系统和内外罐之间的支撑系统,为减小漏热损失,需从材料和设计两方面综合考虑。如与液氢容器连接的管道系统及阀门可以设计成真空夹套结构,在内外罐之间的支撑系统中选择导热系数低的材料。液氢容器中的热对流和辐射阻断主要通过内外罐的夹层环空实现,常采用对流和辐射的组合绝热技术。根据外界是否主动提供冷量输入,低温绝热技术可分为被动绝热和主动绝热。目前被动绝热技术已广泛应用,典型的被动绝热技术包括堆积绝热、高真空绝热、真空粉末绝热、真空多层绝热、变密度多层绝热、自蒸发蒸汽冷屏以及上述多种技术的组合。主动绝热技术由于结构复杂、能耗大、成本高等原因,应用场景相对有限。此外,液氢容器内外壁夹层环空的真空度还受吸附剂的影响。对于移动式液氢储运容器,液氢的晃动、热分层、闪蒸等均会增加液氢损耗。可在液氢容器中安装横向防晃动挡板来限制液氢的运动,并降低冲击力,以减小晃动造成的损失;垂直安装导热板、增加横向壁肋可减小热分层的影响;采用常压储存可减小闪蒸的影响。
风险管理及标准规范
相对于气态氢,液氢具有易蒸发和静电积累的特性。当液氢储存容器发生泄漏时,会产生高密度饱和氢蒸汽,形成氢气云,在密闭空间内会造成大范围安全隐患。液氢储存容器的通风口和阀门可能被潮湿大气中的积冰堵塞,造成超压和机械故障。液氢电阻率为1017~1019Ω/cm,半衰期为数小时以上,在高速流动、泄漏喷射或摩擦分离时容易产生高静电位。当积累静电位大于3.1kV、放电火花释放能量大于0.019mJ、氢气浓度处于爆燃极限范围内时就可能引发爆燃风险。因此,在液氢放空管瞬间高速排放饱和蒸汽、设备故障引起液氢或氢气高速泄漏喷射情况下,都可能导致静电积累并引发爆燃。液氢储存容器的失效风险还包括夹层真空失效和液氢泄漏,导致大量液氢排放,引起冻伤、窒息、燃烧爆炸等风险。
在标准规范方面,液氢储存容器的设计压力一般较低,通常为0.1~1.3MPa,设计温度为-253℃。目前液氢储运领域的国际标准相对较少,主要有ISO13984-1999《液氢道路车辆燃油系统界面》和ISO13985-2006《液态氢陆地车辆燃料箱》。美俄欧等参考美国国防部标准DOD6055.09-STD-2016《弹药与爆炸物安全标准》制定了AIAA-G-095-2004《氢气和氢系统安全指南》、NASA-STD-8719.12-2018《爆炸物、推进剂及烟火安全标准》等标准。中国发布实施了GB/T40060-2021《液氢储存和运输技术要求》。随着军用技术的解密和氢液化技术的发展,民用液氢压力容器、液氢瓶及车载液氢系统等研发工作正在加快。对于固定式液氢储存容器,除了TSG21—2016《固定式压力容器安全技术监察规程》、GB/T18442-2019《固定式真空绝热深冷压力容器》、GB/T31480—2015《深冷容器用高真空多层绝热材料》之外,还有军用标准GJB5405—2005《液氢安全应用准则》和团体标准T/CATSI05006—2021《固定式真空绝热液氢压力容器专项技术要求》。对于车载液态储氢容器,需按照TSGR0005—2011《移动式压力容器安全技术监察规程》、NB/T47058—2017《冷冻液化气体汽车罐车》、NB/T47059—2017《冷冻液化气体罐式集装箱》设计。这些标准和技术规范的制定为中国液氢储存容器的发展提供了设计基础。
瓶颈问题及发展方向
在液氢储存容器结构方面,球形液氢储罐由于具有最大的表面积体积比,被认为是未来大规模液氢储存的发展方向,但目前中国尚无球形液氢储罐的设计和建造标准。在液氢储存容器材料方面,目前中国规范对于奥氏体不锈钢的最低设计温度通常为-196℃,无法满足低温液氢储罐的设计温度要求,未来应开展液氢环境温度(-253℃)下钢材力学试验研究,建立奥氏体不锈钢在低温环境下的力学性能数据库,指导大容积液氢储罐的研制和应用。在液氢储存容器绝热设计方面,目前大多数地面液氢储罐采用“珍珠岩+真空绝热”的方式,无主动绝热措施,液氢蒸发率较高,未来应发展高效经济的液氢容器保冷技术,降低液氢蒸发率甚至接近零蒸发。在标准规范方面,未来需加快制定液氢球罐以及液氢罐车的相关标准。
有机液体储氢技术
有机液体储氢是借助不饱和有机液体与氢的可逆反应实现储氢的一种技术。由于有机液体氢化物的性质和燃料油类似,可在常温常压下稳定储存,可利用罐车、管道等传统石油基础设施进行运输和加注,因此在储存、运输、维护等方面安全方便,通过对现有基础设施进行适当调整即可满足储氢和输运需求。目前有机液体储氢技术的应用场景包括氢的大宗储运、可再生能源储能、新型加氢站内有机物制氢等。如2018年武汉氢阳能源等联合发布了常温常压有机液体储氢燃料电池物流车,2022年中国船舶集团七一二所自主研制的中国首套120kw级氢气催化燃烧供热的有机液体供氢装置完成安装调试。
储氢材料
液态有机氢载体是有机液体储氢技术的核心,理论上含有不饱和键的有机物都可以作为储氢介质,但受储氢密度、催化剂、脱氢反应条件、可重复利用性、节能环保等因素制约,目前只有少数有机液体材料被商业化应用,主要分为3类:①碳环化合物。苄基甲苯和二苄基甲苯是具有较大商业化潜力的碳环化合物,如德国HydrogeniousTechnologies公司和美国H2-Industries公司主要采用二苄基甲苯的异构体作为有机液体储氢材料。但该类碳环化合物的脱氢温度较高,难以为交通工具上的燃料电池供氢。②杂环化合物。N-乙基咔唑是目前最有潜力的杂环类化合物。虽然随着N-取代基的增长储氢密度降低,但取代基更长的N-烷基咔唑优势明显,N-烷基咔唑脱氢和加氢较N-乙基咔唑更容易,且熔点更低,对于储氢更有优势。如中国武汉氢阳能源有限公司采用了以含氮杂环化合物为主体的多种有机液体材料进行储氢,可以在较低温度(约200℃)下快速放氢。③其他材料。如萘的储氢密度较高且研究广泛,吩嗪的稳定性高且可由生物质提供,咔唑锂、苯酚钠等离子化合物相比于普通环状化合物脱氢反应焓较低。
加氢和脱氢催化剂
有机液体加氢和脱氢催化剂研究主要集中在贵金属用量、分散度与载体结构等方面。一般而言,有机液体氢化物的脱氢反应吸热,催化剂在较高温度下使用时对催化剂和催化装置的要求较高,而加氢过程往往在制氢工厂中进行,规模较大,催化剂较成熟。目前常用的催化剂有两种:①脱氢催化剂。以N-乙基咔唑为代表的含N杂环类有机氢化物的脱氢反应通常使用贵金属催化剂,目前以Pd为主要活性组分的脱氢催化剂效率最高,但Pd催化N-乙基咔唑氢化物的脱氢反应具有明显的结构敏感性。值得注意的是,脱氢催化反应器对脱氢效率具有重要影响,需合理设计脱氢催化反应器结构。②加氢催化剂。无论是杂环还是碳环类有机液体储氢材料,加氢催化剂均以贵金属为主,其中Ru在多数体系中显示出优异的催化性能。朱明原等研究表明贵金属催化N-乙基咔唑加氢反应活性大小顺序为Ru>Pd>Pt>Ni,其中Ni为单质和负载型,贵金属均为单质.
瓶颈问题和发展方向
目前有机液体储氢技术距离大规模商业化应用还存在以下难题有待解决。①有机液体的储氢性能下降。部分有机液体在多次循环使用后,尤其在高温脱氢过程中环链容易发生断裂并逐渐累积,造成储氢性能下降和催化剂积炭,难以满足长期应用需求,需进一步提高有机液体循环使用寿命。②脱氢反应温度及能耗偏高。有机液体氢化物脱氢时吸收大量热量、能耗高,若脱氢装置周边有电厂或钢厂等产生废热的工业,可充分利用废热作为脱氢热量来源。此外,脱氢装置技术要求高、价格昂贵。③脱氢催化剂研发难度大。目前脱氢反应效率较低,发生副反应导致氢气纯度不高,并且催化剂容易在高温下结焦失活。脱氢催化剂的研发难度主要体现在贵金属成本高、选择性差、活性下降、寿命短等方面,中国在该方面的研究大多处于实验室阶段,因此,需加大对脱氢催化剂研发力度。
固态储氢技术
固态储氢是指利用固体储氢材料通过物理吸附、化学吸附或形成氢化物储存氢气的技术。与其他储氢技术相比,固态储氢具有单位体积储氢密度高(可达40~50kg/m3)、储氢压力相对较低(通常低于5MPa)、氢气纯度高、循环性能好等优势,在绿电氢储能、加氢站、氢气安全运输及氢燃料电池配套氢源等领域具有广阔的应用前景。固态储氢技术的研究主要涉及储氢材料及设备、热管理等方面。
储氢材料及容器
固态储氢技术的发展依赖于储氢材料的开发和利用。根据储氢原理不同,储氢材料分为物理吸附储氢材料、金属(或合金)氢化物储氢材料及其他储氢材料。金属氢化物储氢材料因其原料丰富易得、储氢密度较高、储存氢条件相对温和且调节范围宽等优点,目前商业化前景最好。稀土镍系(AB5型)、镁系(A2B型)、钛系(AB型)、钒系(BCC结构)及锆系(AB2型)是研究较多的金属氢化物储氢材料,但该类材料的共性问题是常温下储氢能力低、多次循环后稳定性低且易于粉化、吸氢体积膨胀严重。对储氢合金进行改性并开发储氢密度高、成本低廉、可循环性强的材料是该领域的研究重点。
固态储氢材料吸氢时放出热量、放氢时吸收热量,因此固态储氢容器的换热性能直接影响吸放氢反应速率。固态储氢容器有管式、盘式、罐式、蜂窝结构换热以及仿生结构换热等多种型式。为提高固态储氢容器的换热性能,一般在储氢材料内添加高导热材料如铝屑、铜屑、石墨等,并优化储氢材料的装填方式,或在容器内部/外部安装导热翅片。学者们对包括带管翅式换热器的LaNi5储氢容器、带螺旋盘管换热器的镁基储氢容器、带环流式翅片管和夹套换热器的圆柱形储氢容器等多种固态储氢容器进行了研究,得出了在热传递主要方向上增加高热导率材料可増强热传递、在总翅片体积相同的情况下增加翅片数量可提高反应器氢吸收性能等结论。近年来还发展了高压-固态复合储氢容器,将高压气态储氢充放氢速度快与固态氢化物储氢体积储氢密度高的优势相结合,进一步提高了储氢容器的储放氢能力和效率,是未来的发展趋势。
风险管理及标准规范
在吸放氢过程中,固态储氢设备罐体既受气态氢的压力作用,还受吸放氢过程中储氢合金体积变化产生的机械挤压力作用,需要注意固态储氢设备的机械强度。此外,还需注意吸放氢过程中储氢合金粉尘爆炸、热稳定性恶化等风险隐患。
在标准规范方面,固态储氢的相关技术标准滞后于其技术发展。T/CECA-G0148—2021《镁基氢化物固态储运氢系统技术要求》仅适用于最高运输压力不超过0.1MPa、储运环境温度为-40~65℃,可逆充、放氢,且充/放氢压力不高于储运容器公称工作压力的镁基氢化物固态储运氢系统,关于其他储氢合金系列的标准规范尚未颁布。
瓶颈问题和发展方向
固态储氢技术要实现产业化还需在以下方面取得突破性进展:①储氢密度高、成本低、使用条件温和循环寿命长的固态储氢材料。目前研究较多的固态储氢材料仅在上述1~2个方面有优势。②单体大容量固态储氢设备设计制造技术。目前单体固态储氢容器的储氢量仅达到100kg量级,与上述3种储氢技术相比处于劣势,需加强吸放氢过程热质传递机理、固态储氢材料高效装填、吸放氢过程热管理的研究。③快速吸放氢技术。吸放氢速率慢是阻碍固态储氢技术商业化发展的重要方面,为了提升储氢材料的吸放氢速率,除了加强吸放氢过程热质传递机理和热管理技术研究以外,还需系统研究与用氢侧设备参数的匹配问题。
氢能输送技术
长管拖车输送
氢气长管拖车是由大容积钢制无缝气瓶通过框架与走行装置或直接与走行装置固定在一起而组成的高压气氢运输设备。氢气长管拖车的储氢空间一般由6~10个压力15~35MPa、容积10~30m3的无缝高压气瓶组成,可充装约3500~4500m3氢气。氢气长管拖车具有灵活机动、方便快捷、运输效率高等优势,是目前技术最成熟、使用最广泛的高压氢气输送方式。安全和效率是未来发展氢气长管拖车输送技术的两个重要发展方向。
安全
氢气长管拖车的气瓶长期承受高压、充放氢工况,在运输中还承受不同路况的振荡荷载以及交通事故、物体碰撞等外力冲击荷载,多行驶在交通要道、居民区等公共安全重点区域,一旦发生泄漏、火灾、爆炸等事故,将严重影响公共安全,造成重大危害。2019年6月美国加州圣塔克拉拉发生长管拖车氢气泄漏爆炸事故;2021年8月中国沈阳市发生氢气罐车软管破裂爆燃事故,这些事故为氢气长管拖车的安全运行敲响警钟。中国特种设备检测研究院报告指出,长管拖车发生事故的主要因素包括泄漏、疲劳、火灾、交通事故、不规范超压充装等。其中,泄漏失效是最常见的事故,气瓶端塞、阀门及管路接口是发生泄漏的主要部位,对长管拖车前后仓关键部位进行泄漏失效监测是非常有必要的。
为保障氢气长管拖车安全运行,在役长管拖车须按照相应法规进行定期检验和全生命周期安全监管。氢气长管拖车的定期检验主要包括气瓶、连接管路、安全附件及固定装置的检验。TSGR7001—2013《压力容器定期检验规则》附件四《长管拖车定期检验专项要求》明确规定了长管拖车定期检验细则,NB/T10619—2021《长管拖车、管束式集装箱定期检验与评定》对长管拖车定期检验做出了进一步要求。此外,GB/T33145—2016《大容积钢质无缝气瓶》、NB/T10354—2019《长管拖车》、NB/T10355—2019《管束式集装箱》等进一步规范了氢气长管拖车的设计制造。TCCGA40003—2021《氢气长管拖车安全使用技术规范》规定了氢气长管拖车充装、运输、卸气的安全技术要求。总体来说,中国关于氢气长管拖车的设计、制造、检验等相关标准较为完整和成熟。随着人工智能、大数据、物联网、先进传感器等技术的发展,长管拖车的安全运行和管理逐渐向智能化方向发展,可对长管拖车气瓶的温度、压力、泄漏、振动等进行在线检测和监测,并依托互联网信息技术建立设备运行状态分析和诊断系统,构建氢气长管拖车安全防护机制和全生命周期的事故监测及预警。
效率
虽然长管拖车灵活便捷,但单车单次运氢量通常在500kg以内,只占总运输质量的1%~2%左右。为了提高运输效率,轻量化、高压化、大容积化是未来氢气长管拖车的发展趋势。实现轻量化可以提升长管拖车整车的动力性能和运氢能力,在满足安全性的前提下可通过优化和改进气瓶材料及结构实现。提高储氢气瓶的公称工作压力、增大气瓶的容积也可有效提高长管拖车的质量运氢密度。目前国外已开展高压力(70MPa)、大容积化(15m3)长管拖车气瓶的研制并初步应用,中国2020年科技部将“公路运输用高压、大容量管束集装箱氢气储存技术”列入“可再生能源与氢能技术”重点专项,发布国家重点研发计划项目,其中技术指标要求公称工作压力不小于50MPa,质量储氢密度不小于5.5%。
管道输送
纯氢管道输送
国外纯氢管道输送起步较早,总里程已超过4600km。中国氢气工业管道、专用管道总里程超过300km,但氢气长输管道建设较滞后,在役管道总里程不足100km。中国具有代表性的纯氢管道有2014年建成投产的巴陵-长岭输氢管道(中国目前最长的在役纯氢管道)及2015年建成投产的济源-洛阳输氢管道(中国目前管径最大、压力最高、输量最大的在役纯氢管道)。随着大规模输氢需求的增长,中国规划和建设了一批纯氢管道,如玉门油田氢气输送管道、定州-高碑店氢气管道工程、达茂工业区氢气管道工程、乌兰察布绿电制氢项目氢气管道。其中,乌兰察布绿电制氢项目推动了中国“西氢东送”,该项目中输氢管道全长超过400km,是中国首条跨省区、大规模、长距离的纯氢输送管道,已被纳入《石油天然气“全国一张网”建设实施方案》。
虽然目前纯氢长输管道迎来规划及建设热潮,但纯氢管道建设并非易事,主要原因为:①管道材质。氢原子渗透到管道钢材内部容易诱发氢脆,引起氢致开裂、氢鼓泡、金属机械性能下降等现象。高压管道临氢环境下材料力学性能劣化是氢与损伤交互作用的结果,受材料、环境、应力及制造等诸多因素的综合影响,各因素之间还可能存在耦合作用,影响机制复杂,因此,对临氢环境中管材服役性能的预测和调控困难,现阶段高压氢气环境下材料氢脆机制仍不明确,尚无适合工程实际的有效预防氢脆手段。②完整性管理及标准规范。氢气管道的运营需要更严格的管理标准与应急方案,需进一步研究管道缺陷及裂纹检测、氢气微泄漏在线检测及事故特征演化规律等,推动氢气管道系统完整性管理的发展。国外已颁布了多项氢气管道标准规范,如ASMEB31.12-2019《氢用管道系统和管道》、CGAG5.6-2005(R2013)《氢气管道系统》、IGCDoc121/14-2014《氢气管道系统》、AIGA033/14-2014《氢气管道系统》等,但缺乏适合中国国情的氢气管道建设和完整性管理标准规范。2021年7月中国标准化协会批复了《氢气输送工业管道技术规程》的编制工作,同年8月发布了《天然气掺氢混气站技术规程》征求意见稿,2022年10月中国工程建设标准化协会发布了《城镇民用氢气输配系统工程技术规程》征求意见稿,相关标准体系仍在发展中。③建设及运行成本。研究指出氢气管道建设成本约是天然气管道造价的2~3倍,成本高的主要原因是需要使用抗氢脆钢材、氢气专用压缩机、氢气专用计量仪表及密封性更好的阀门和管件等。中国政府正积极规划、出台财政补贴政策,加快布局氢气管道的研究及建设。
选择合适的管材和设备,降低管道建设成本和安全事故风险,制定相关标准规范,是未来纯氢管道发展的关键。虽然中国在纯氢管道规模上与国外还存在差距,但对纯氢管道的重视程度越来越高,科技部将氢能管道输送技术列入了“十四·五”国家重点研发计划“氢能技术”重点专项中,开展中低压(不大于4MPa)和高压(大于4MPa)纯氢与掺氢天然气管道输送关键技术研究。预计到2030年,中国纯氢管道总里程将达到3000km以上,这对解决氢气运输难题、形成区域氢气骨干管网具有重要意义。
掺氢天然气管道输送
在氢能管道发展初期、基础设施尚不完善的情况下,可积极探索天然气管道掺氢输送。根据国际能源署数据,截至2019年初,全球大约有37个天然气管道掺氢示范项目,如欧盟的NaturallHy、荷兰的VG2、法国的GRHYD、英国的HyDeploy等项目相继开展了不同掺氢比的天然气管道掺氢试验。中国也积极探索天然气管道掺氢技术,如2019年辽宁省朝阳市以“氢进万家”为目标开展了天然气掺氢示范,进行了制氢、掺混及利用的小规模测试。近年来中国规划了张家口掺氢天然气管道示范项目、广东海底掺氢管道项目等,尤其是2023年中国石油在宁夏银川宁东天然气掺氢管道示范项目上实现了最高掺氢比(24%)并安全平稳运行100天。据《天然气管道掺氢输送及终端利用可行性研究报告》预测,“十四·五”时期中国将新增天然气管道掺氢示范项目15~25个,掺氢比例为3%~20%,氢气消纳量15×104t/a,总长度超过1000km。目前中国城镇天然气管道超过113×104km,具备较好的发展天然气管道掺氢输送技术的产业基础。
虽然掺氢天然气管输系统与天然气管输系统类似,但掺氢后的管输系统与原管输系统的技术特点有4点不同:①掺氢比。掺氢比的确定尚无统一标准,目前只有针对天然气输送和城镇燃气气质要求中有对氢气含量的相关规定。在国家“十四·五”重点研发计划“氢能技术”重点专项中,掺氢管道输送重点研究的掺氢比为5%~20%(体积分数)。未来应进一步明确不同制约条件下掺氢比的确定标准。②管材及关键设备相容性。由于天然气管道输送系统的管材、压缩机、流量计、调压阀等在选型时主要针对天然气,掺氢时需重新评估管材、关键设备及部件在临氢环境下的适应性。对于管材,掺氢管道临氢环境下的相容性评价仍是研究难点。对于管道关键设备,掺氢条件下压缩机的喘振、阻塞边界、特性曲线不明晰,压缩机的安全掺氢比和输送工况适应范围等仍待深入研究。掺氢还会对管道系统中流量计的计量精度、调压阀的流通能力、密封圈的密封性能等产生影响,未来需发展掺氢条件下流量计的精度校正方法,形成调压阀运行参数校正方法,建立法兰密封面处的掺氢天然气泄漏模型。③掺氢工艺及设备。为保证掺氢天然气利用的稳定性和安全性,需严格控制天然气中氢气的掺混比例和掺混均匀度,因此,掺氢天然气管道输送系统一般设置掺氢混气站。为了适应终端用气量的变化,目前普遍采用随动流量掺氢工艺(图1)。静态混合器是随动流量掺氢设备中氢气和天然气掺混的主要场所,《天然气掺氢混气站技术规程》中规定天然气和氢气的掺混均匀度应不小于95%。随动流量掺氢精度的调控是关键,现有随动流量掺氢设备一般先人工初设掺氢比,然后在混气路上采用氢分仪或色谱仪检测氢组分浓度,将氢组分浓度反馈到控制系统并调节氢气路的流量,《天然气掺氢混气站技术规程》中规定掺氢比的调控精度应不大于±1.5%。④氢分离技术及设备。掺氢天然气除了直接燃烧利用,还可分离提纯后利用纯氢,需发展适用于掺氢天然气管道输送系统的氢气分离提纯技术。现有氢气分离提纯技术主要有变压吸附法、膜分离法、低温分离法、电化学分离法等,面临的主要问题是高压力、大流量、低掺氢比下高纯氢分离提纯效率低、回收率低、成本高。未来需发展高性能膜材料、抗毒化抗粉化高性能吸附剂材料等,探索可获得高纯度、高回收率的低成本分离工艺,研制高压大流量低掺氢比分离设备。
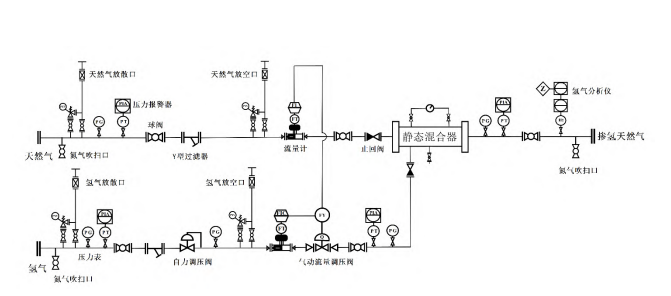
图1随动流量掺氢工艺流程示意图
目前国内外缺乏适用于掺氢天然气管道的标准规范。据报道,2023年中国发布的《天然气长输管道掺氢输送适应性评价技术指南》已正式启动,《天然气管道掺氢输送适用性评价方法》已进入征求意见阶段,中国掺氢天然气管道输送相关标准正在发展和完善中。
液氢车船输送
低温液氢输送
当用氢量较大时,如果采用长管拖车输送,会造成运输车辆的调配困难,运输等量氢气的条件下采用液氢能够有效减少车辆运输频次。液氢通过车船输送分为陆运、海运、管道运输。
液氢陆运最常用的工具是液氢槽车,常配有水平放置的圆筒形低温绝热储罐,目前商用液氢储罐容量一般为65m3,可容纳4000kg液氢。液氢槽车的运氢效率高,是加氢站用氢的重要方式。陆运除采用液氢槽车外,深冷铁路槽车适合长距离运输且输量大、经济性好,单罐液氢容量可达100m3,目前国内外仅有极少数的液氢铁路运输专线,中国的液氢铁路运输专线主要是为卫星发射中心提供液氢燃料。
长距离、大容量液氢可通过专用船舶进行海运。一般是专门建造输送液氢的大型驳船,驳船上装载有容量很大的液氢储存容器。2017年日本海事协会发布了《液化氢运输船指南》,规定了液氢船的安全要求。2022年日本川崎重工建造了世界上第一艘液氢运输船SUISOFRONTIER,在日本神户港和澳大利亚黑斯廷斯港之间完成了首航,验证了液氢海运的可行性。虽然液氢海运要比陆运的运量大、经济性和安全性更好,但其核心技术难度较高、投入大,因此,中国在该领域尚处于探索阶段。
液氢还可通过管道进行输送,但对管路的绝热性能要求高,只适合短距离输送,目前主要用于航天领域和液氢加氢站内部管道。为进一步推动液氢管道输送技术的发展,国家“十四·五”重点研发计划“氢能技术”重点专项将“液氢转注、输运和长期高密度存储技术”列入其中,开展液氢高效转注、输运过程绝热与安全性评价研究,技术指标中要求液氢温区漏热率不大于2w/m(管路内径不小于80mm)。
有机液体氢输送
有机液体氢化物输送无需耐压容器和低温设备,运输方便安全。典型的输送流程是:首先利用催化加氢装置将氢储存在有机储氢载体中,然后采用罐车运送到加氢站,再通过催化脱氢装置释放出被储存的氢气供用户使用,有机储氢载体则经过冷却后重新运回循环再利用。有机液体氢化物的输送没有返空车的概念,脱氢后的有机储氢载体必须随车返厂,往返均为重载运输,降低了运输的经济性。目前中国有机液体输送相关报道较少,德国HydrogeniousTechnologies公司、美国H2-Industries公司研究较多。
固态氢输送
固态氢输送具有储氢容器工作条件温和、系统安全性好等优势,但储氢材料的质量储氢密度不高,运输效率低。因此,固态氢的运输装置应具备重量轻、储氢能力大的特征。此外,由于储氢合金价格较高且自身较重,长距离运输的经济性较差。固态氢输送可采用一般的货运车辆,专门用于固态氢输送的车辆很少。中国的氢储(上海)能源科技有限公司研发了镁基固态储氢车,可应用于加氢站供氢、分布式电站储能等。总体而言,目前中国的固态氢输送仍处于发展阶段。
氢能储运技术的经济性分析
氢能储运技术的经济性对最终用氢成本有重要影响。由于氢能储运方式和应用场景的多元化,很难对不同储运技术的经济性进行直接比较。学者们通过设计以运输量和运输距离为特征参数的“点对点”运输情景,建立了经济性计算模型,对比分析了氢气长管拖车、氢气管道及液氢槽车在不同情景参数下的成本、能耗及安全性,并给出了储运方式经济性选择建议。丁镠等建立了从制氢点到加氢站的成本计算数学模型,利用该模型分析对比了高压气态储氢、低温液态储氢、固态储氢的经济性。游双矫等通过静态分析法中的计算费用法对氢气长管拖车、液氢槽车、氢气管道、有机液体氢化物储运进行了经济性分析,得出近中远3个时期4种储运方式基于运输量和运输距离的费用以及最大年运输量。另外,还有学者考虑基础设施建设、运输量、需求量等因素,针对纯氢管道、掺氢天然气管道、液氢槽车、氢气长管拖车建立了以氢气供应链系统运行总费用最小为目标函数的混合整数线性规划模型,获得了不同氢气需求量场景下的最佳运输方案。黄宣旭等利用氢能供应链的储、输、卸6个象限成本公式,计算了气氢、液氢、固氢、有机氢、管道氢在短距离上的储运成本,分析了门站后输氢的场景和成本,预测了短距离输氢的成本趋势。
综上,现有氢能储运经济性模型主要考虑储运方式在制氢厂至氢气需求地之间的经济性,其氢能储运供应链成本公式可以归纳为:

式中:C为氢能储运供应链成本,元/kg;CS为氢气出厂前的储运成本(如压缩/液化),元/kg;CT为氢能运输过程中的储运成本,元/kg;CT1为固定成本,元/kg;CT2为可变成本,元/(kg·km)。
选用气氢长管拖车、液氢槽车及某气氢管道3种氢能储运方式,以气氢与液氢运输综合成本为目标,按现有氢能储运技术水平进行3种氢能储运方式(表1)的成本测算,已知气氢长管拖车储氢瓶压力为20MPa,液氢槽车的储氢罐体积为40m3;并做如下假设:①加氢站的加氢规模为1000kg/d,气氢长管拖车两端充卸时间不小于8h,管束氢气残余率20%;液氢槽车的充卸时间约2h,管束氢残余率3%。②液氢采用液氮制冷,电价0.5元/kW·h。③人工费用:每辆车配置2名司机,充卸装操作工人各1名,平均年薪10×104元;管道为维护管理费。④车辆保险:每辆车1×104元/a。⑤耗油费用:百公里耗油25L,柴油价格7元/L;管道为压缩耗电费。⑥车辆过路/保养费用:保养费0.3元/km;过路费0.6元/km。⑦运输距离:气氢长管拖车为200~800km,液氢槽车为200~1500km,气氢管道为25~500km。根据式(1)、式(2)可得到3种氢能储运方式的运输综合成本分别为9.6~22.3元/kg、20.4~22.7元/kg、1.16~2.91元/kg。可见,气氢管道的运输成本最低,气氢长管拖车和液氢槽车运输成本高低取决于运输距离。
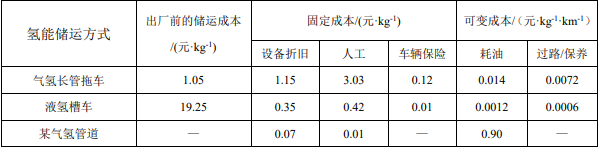
表1现有氢能储运技术水平下气氢与液氢储运成本表
目前,在满足氢能储运技术安全性的前提下,提高其经济性依然是一项巨大的挑战。由于运输距离、应用场景及资源禀赋不同,不同的氢能储运方式具有不同的优劣性及经济性。在长管拖车储运中,可采用更高的储氢压力提高储氢密度及运输效率,以实现规模下的降本效应。在液氢槽车储运中,需解决氢液化系统效率低、能耗高、投资大的主要问题。随着相关法规标准体系的建设完善,中国液氢的生产与运输在逐步实现民用化,液氢的储运成本将会降低。在氢气管道输运方式中,需合理选材并稳定氢气需求量,提高管道运能利用率,以解决前期投资成本高的问题。
结论与展望
氢能储运技术将朝着“低压到高压”“气态到多相态”“单一到复合”的方向发展,氢气储运能力和经济性将逐步提高。当前中国仍以高压气态储存和氢气长管拖车输送为主,随着技术进步和材料发展,液氢车船输送、纯氢及掺氢管道输送将成为未来发展方向,有机液体氢储运、固态氢储运也因其在安全性方面的优势而具有广阔的发展前景。
(1)高压气态储氢设备将向高压力、大容量、长寿命、轻量化方向发展,但需加强低成本高压临氢环境用新材料研发。车载小容量高压氢气瓶向Ⅳ型瓶方向发展,未来需加强开展高压储氢设备定期检测和评价方法研究。
(2)球形液氢储罐是未来大规模液氢储存的发展方向,需加快制定其设计和建造标准。提高液氢储存容器的绝热性能以降低液氢的蒸发率甚至接近零蒸发是目前的重点研究方向。通过完善液氢储罐的设计标准、开展低温材料力学性能研究和发展高效绝热技术,可进一步提升液氢储存的安全性和经济性。
(3)有机液体储氢技术仍需突破循环储氢性能不佳、脱氢反应温度和能耗高、脱氢催化剂成本高及选择性差等问题,才有望实现大规模商业化应用。开发储氢密度高、成本低、循环储放氢性能优异、储放氢速度快的储氢材料,以及设计热管理效果好的储氢设备是固态储氢技术的主攻方向。
(4)提高安全性和输送效率是未来氢气长管拖车输送技术的重要发展方向。纯氢管道输送需在管道材质、完整性管理、标准规范、成本控制等方面开展重点研究。掺氢天然气管道输送需加强管输系统相容性、掺氢工艺及设备、氢分离提纯工艺及设备等方面的研究,并充分利用现有城镇天然气管道的产业基础。有机液体氢和固态氢输送技术的发展取决于具体的应用场景和经济性,是当前氢能输送方式的有效补充。
(5)氢能储运技术的进步是降低用氢成本的关键,但其经济性分析较困难。针对不同氢能储运技术建立较通用的氢能储运供应链成本公式,可为未来氢能产业链各环节的投资建设经济性提供参考。



